切削のメカニズム


プリント基板切削のメカニズム
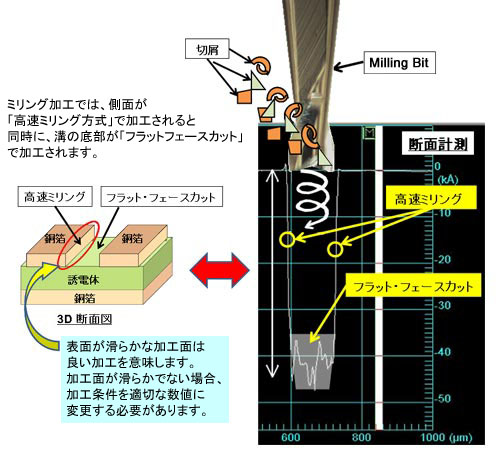
1.Milling Bitはスピンドルモータによって回転しながら 下に移動します。



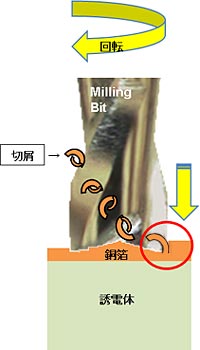
2.Milling Bitを下に移動すると、銅箔部分に食い込み、切削が始まります。
銅箔の切屑はMilling Bitの回転とともに外部に放出されます。
3.さらにMilling Bitを下に移動すると銅箔の下の誘電体部分に食い込み切削します。
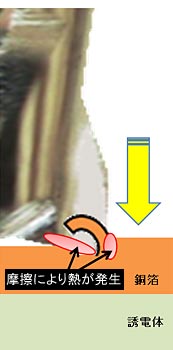
材料を削り取る際のエネルギー消費による熱の発生を抑えるために、 切屑をすぐに切り離し
外部に放出することが必要です。
Milling Bitが材料に触れている部分では常に熱が発生しています。
切屑を放出することで熱が放出されます。
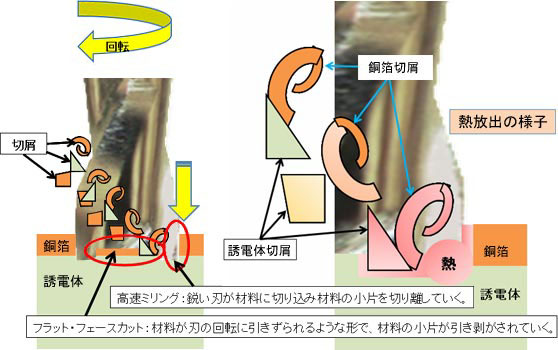
*高速ミリングとフラット・フェースカットは同時に行われています。
加工素材に適した条件で加工し、切屑と熱の放出をスムーズに!
切屑をうまく排出できないと、切屑が加工した溝に溜まりやすくなったり、切削面にバリが出ます。
また、 溜まった切屑がMilling Bitとの摩擦で溶けて付着し、ますます切れなくなります。
これは加工機の加工条件設定が適正でない場合や、使い古したMillig Bitを使い続けることが原因で起こります。
4. 発熱した部分をすぐに切り離し、切り屑として外部に放出するためには、スピンドルモータを高速回転させれば良いのですが、高速回転には「芯ぶれ」の問題があります。
スピンドルモータによるツールの芯ぶれ
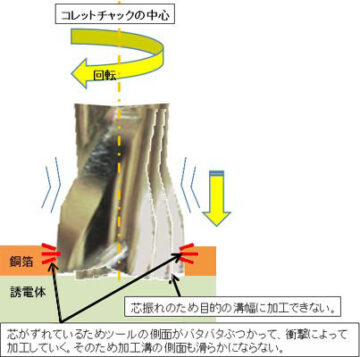
スピンドル回転数と加工スピードと工具の関係で詳しく解説していますが、回転数が高くなるほど、芯ぶれは大きくなる傾向があります。
芯ぶれが大きいと、加工面がきれいに仕上がらないだけでなく、ツールの破損につながることがありますので、適切な回転速度で加工することが大切です。
芯ぶれを考慮し、スピンドル回転数や加工速度を選びましょう。
スピンドルモータの回転数が早いほど加工の仕上がりが良くなるわけではありません。
芯ぶれ等を考慮し、材料に適した回転速度や加工速度を選ぶことが重要です。
(MITSの経験では、小型のスピンドルモータによる100,000RPMでの切削は、特殊な用途以外あまり実用に適していないと判断しています。 )
スピンドルモータの回転数の設定による加工の仕上がり比較例
回転数を遅く設定した方が、きれいに加工されているのがわかります。
Milling of hard, fragile SrTiO3
Printed board is soft, which includes surface metal layer and plastic board
Milling parameters optimization
Milling parameters
| HF Milling Bit | 200 µm |
| Rotation speed | from 10 to 40 Krpm |
| Milling depth | up to 5 µm |
| Lateral milling speed | 0.5 mm/s |
etc.

↓ 動画のような速度で加工しています。